



,结合激光背向加工(即光束焦点由下至上移动)工艺,可以对各种不同材质的薄玻璃和管状玻璃进行多种类型的快速精加工。例如,沿端面或侧壁打孔、异型尺寸玻璃片切割、玻璃基底透明导电膜除膜、玻璃表面局部毛化与划刻、在表面或内部打标等。根据不同的脉冲宽度和脉冲重复频率,输出最大平均功率可达50 W。就玻璃打孔而言,通常加工孔经可以小至0.15 mm,大到50 mm以上,可以产生接近零锥度的通孔、盲孔、斜孔、台阶孔、方孔或特殊孔型。图森激光采用高重频纳秒绿光光纤激光器加工钠钙玻璃、硼硅玻璃、石英玻璃等,在玻璃深加工领域已有不少成功案例,适用玻璃厚度范围通常在0.1 mm - 10 mm 之间。转换至0.5 mm 厚的钠钙玻璃,最大线分别给出一些代表性的玻璃加工结果图片。
图2. 图森激光采用高重频纳秒绿光光纤激光器在厚度为3 mm的浮法玻璃板上钻出的直径1 mm 小孔。(打每个孔所用时间小于1秒,崩边小于130 um)。
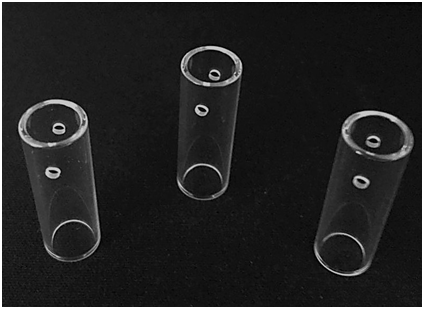
图3. 图森激光采用高重频纳秒绿光光纤激光器在壁厚为1.0 mm玻璃管侧壁上钻出的直径为2.0 mm 小孔。
与CO2激光玻璃表面划线加热裂片和超短脉冲激光玻璃内部成丝裂片不同,利用高重频纳秒绿光光纤激光器实现玻璃切割主要是基于单个激光脉冲对工件的逐点烧蚀以及激光焦点按照预定设计路径在空间中的快速扫描移动。因此,它更具灵活性,能够对各种玻璃材料进行逐点、逐线和逐层的高可控性材料祛除,从而可以视作为一种具有很高精准度的高效“数字化(digital)”的激光玻璃切削式加工技术。这一技术使得利用激光在各种玻璃材料上切削出不同的立体形状或三维形貌成为可能。这种逐点切削式的激光玻璃加工技术通常带有一定大小的切割线宽以及切割边缘处会存在不规则的崩边(chipping)现象。取决于玻璃厚度和具体加工尺寸以及对切割速度的要求,实际应用中切割线 mm之间,最大崩边往往可以控制在100 um - 150 um以内。特殊情形下,如超薄型玻璃和相对较小的加工尺寸,最大崩边可以控制在50 um - 80 um之间。图4为使用高重频、纳秒光纤绿光激光器加工的锥形孔和台阶孔,图5为在钠钙玻璃表面上的划线 um,划线 mm/s; 矩形槽的深度可以从几微米到上百微米,甚至毫米量级,深度控制不仅精确而且简单方便。
图5. 图森激光采用高重频纳秒绿光光纤激光器在玻璃表面产生的划线 um, 划线 mm矩形槽(右图),槽深20 um至200 um。
值得指出的是,高重频、纳秒绿光激光脉冲对玻璃材料的烧蚀机理并非常规的材料热熔化后被辅助气体排出或气化,而是主要源于激光脉冲诱导的局部热应力梯度所导致的有限空间范围内的材料崩裂。根据估算,典型情况下,这样的加工中平均而言一个激光脉冲祛除玻璃材料的量大约只有几十纳克或更小,其所对应玻璃颗粒的大下约二、三十微米至几微米。 这种独特的材料烧蚀祛除方式有着明显高于相应于材料热熔和气化的切割效率。以普通钠钙玻璃为例,其单位光脉冲能量下的材料祛除可以达到150 um3/uJ。切割壁的粗糙度通常在几微米量级。采用高重频纳秒绿光光纤激光烧蚀加工玻璃时,除了需要将切割中产生的粉尘及时吸入到吸尘机内之外,一般不需要吹气或施压等辅助手段。
苏州图森激光有限公司,先进激光加工设备制造商,脆性材料激光加工专家,采用国际领先技术的激光器,产品已成功应用于光伏、半导体、显示、医疗、玻璃深加工等领域中玻璃材料精加工,始终致力于为客户提供定制化的激光加工解决方案。




