



众所周知,激光的四大本质特性是单色性好、相干性好、方向性好、亮度高。而当下的光纤激光产业却普遍更关注功率指标,因为更高的激光功率能带来更强的加工能力及更高的加工效率。在这样的背景下,光纤激光器厂家及系统集成商正以军备竞赛的强度追求更高功率(从1万瓦到3万瓦仅用2年时间,5万瓦、10万瓦新闻也陆续见诸报端),以期能在同类产品竞争中获得优势。
实际上,目前光纤激光器功率提升多采用光纤合束技术。这种技术是把对多个光纤激光模块输出光纤合束到一根更粗的光纤里,通过功率叠加的形式实现功率提升。这种技术方案较为成熟,能够非常高效地实现功率提升,目前市面上几乎所有的万瓦激光器均采用这种方案。但由于该技术已经普及,很难确保企业产品处于市场领先地位,再高功率都容易被轻易复制。OFweek激光网认为,只要不计较光束质量,用粗光纤进行合束,再高的功率都能实现,但粗光纤合束会极大降低光束质量,最终无法满足激光“高亮度”的特性,也无法发挥激光特有的优势,沦为采用激光放大技术制成的大能量“探照灯”。
激光技术和产品每年都在升级迭代,但没有本质革新的功率提高似乎难以满足行业发展的需求。在这样的背景下,一些光纤激光从业者发出让激光回归本质的号召:在提升激光功率之外,更需关注提升激光的亮度。
提升亮度,首先要知道亮度是什么。亮度(L)的定义是:光源在单位面积、单位频带宽度和单位立体角内发射的光功率,简单来说就是“单位空间内激光的功率密度”,计量单位为cd/m2(读作:坎德拉每平方米)。亮度的计算公式非常复杂,业内将其简化为L∝P/(M2)2(通过功率和光束质量平方的关系体现亮度,但很难求出准确的亮度值)。
关注亮度,却难以用明确的指标来衡量,这让绝大多数激光从业者难以理解和接受。因此,大科激光董事长、学者出身的郭少锋博士提出了“相对亮度”的概念,这一概念完美解决了困扰广大激光从业者的亮度计算问题。
相对亮度(Lr)的定义是:选择一种标准激光光源,把它的亮度定义成1,其他激光器亮度的关键参数(功率P、光束质量M2)与标准激光器亮度关键参数的比值,就是该激光器的相对亮度。由于目前激光行业已经进入万瓦时代,因此把1万瓦激光器(P=10000W、M2=10的光源)定义为标准光源,该激光器的相对亮度为1。计算公式为:
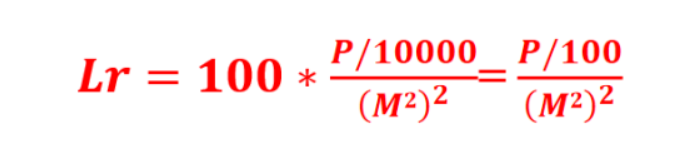
OFweek激光网认为,相对亮度概念的提出,为衡量激光器亮度提供了可靠、可计算的参数指标,在探究激光光源加工能力的本质上迈出了关键一步。例如,M2=10的1万瓦激光器相对亮度为1,M2=10的2万瓦激光器相对亮度为2,M2=20的3万瓦激光器(BPP约为7)相对亮度为0.75,而大科激光研制的M2=1.38的5千瓦单模激光器相对亮度则能达到26(这种激光器被业内称为高亮度激光器)。由相对亮度的计算公式很容易得出,M2=20的3万瓦激光器亮度低于M2=10的1万瓦激光器,但二者都远低于M2更低的单模激光器。
过去十年间,光纤激光器借助金属切割落料这一粗放型市场快速增长。在这种粗放型增长过程中,高功率带来的高能量作用远大于高亮度,一方面在于更高的能量是熔融更厚金属的前提,另一方面在于厚板切割需要辅助气体排出熔渣,光束质量较差的光能产生较宽的割缝,利于厚板提速。因此这个阶段应用层面对提高激光亮度的需求并不明显。
随着国家产业升级和需求升级,高端制造业的发展对激光加工提出了更高要求,这也为高亮度激光器带来了更多发挥的空间。目前大家对高亮度激光器的认知普遍集中在“切薄板飞快,切厚板速度无优势”,实际上高亮度激光器的应用空间远不止此。
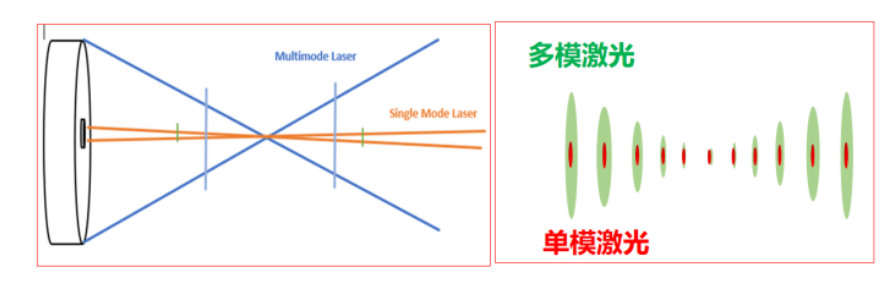
从激光的特性来看,在同等功率条件下,经过相同的光学系统聚焦后,高亮度激光焦点处光斑更小,能量密度更高。因此,高亮度激光在薄板切割时速度更快。除此之外,由于高亮度激光焦点处能量密度极高,在高反材料切割上有明显优势。例如,过去人们总说光纤激光器无法切割高反材料,实际上是因为过去的激光器光束质量差,亮度低(3000W激光器M2=5,相对亮度Lr为1.2)。而当亮度提升之后(大科激光将3000W激光器M2优化到1.2,相对亮度Lr=20,提高16倍),同样的3000W功率可以轻松实现黄铜紫铜切割,其中4mm紫铜切割速度可达3.5m/min。
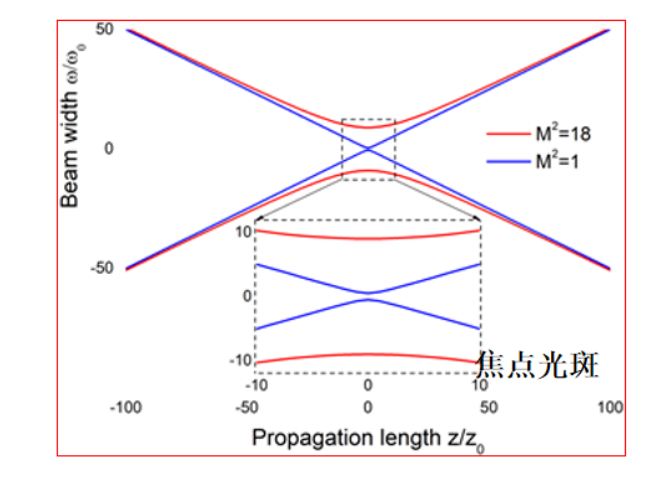
前面的例子是相同的光学系统产生不同的焦斑大小及能量密度。而若通过不同的光学系统使得二者焦点光斑大小一致,此时可以发现高亮度激光的发散角更小,准直区域更长,瑞利距离更大。尽管这样的特性在中厚板加工速度上没有优势,但却能够显著降低端面锥度,减小热影响区改善切割质量,在对锥度、质量要求更高的场景有着重要作用。
为证实上述理论,OFweek激光网联合大科激光实验室分别用5kW准单模激光器和6kW多模激光器进行了切割实验。该实验采用相同的切割头,切割材料是厚度20mm的铝合金。所用光源是匹配大幅面切割应用、可支持20m长度QBH输出的5kW准单模激光器(M2因子实测为2.38,相对亮度Lr=8.83),及6kW多模激光器(M2因子是11.1,相对亮度Lr=0.49)。

经实测,5kW准单模样件的顶面切缝宽度是611μm,底面切缝宽度是222μm,对应的锥度(上下表面切缝差除以样品厚度)为0.01945。6kW多模样件的顶面切缝宽度是1012μm,底面切缝宽度是348μm,对应的锥度是0.0332。由此可知,6kW多模激光样品的切缝宽度是5kW准单模激光样品的1.65倍,锥度是5kW准单模激光的1.7倍。对比以上结果可以得出,提升亮度可以获得更窄的切缝和更小的锥度,意味着采用高亮度激光器切割将大幅度减少材料浪费。
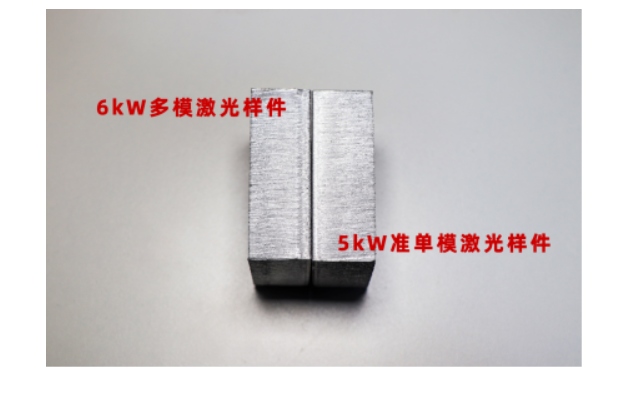
同时,得益于稳定的光斑,5kW准单模激光的切缝均匀度明显优于多模激光,对应的切面具有更佳的平整度和光亮度。需要特别指出的是,本次切割实验所用的切割头并非为准单模激光器专门设计,未能达到准单模激光器应有的最佳切割效果,如果能针对性地设计切割头,样件的锥度将能被更大幅度优化。
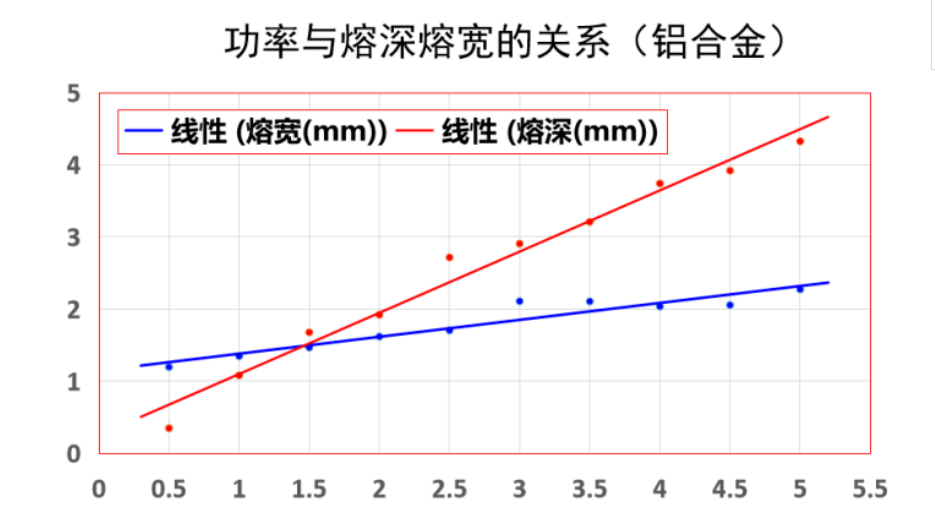
在焊接应用上,随着汽车轻量化趋势和新能源汽车快速发展,车身激光焊接、动力电池激光焊接的需求与日俱增。目前业内用于提升焊接品质的技术路线主要有:工艺创新(复合焊、摇摆焊等)、光整形(环形光斑、可变光斑等)、改变波长(蓝光、绿光等),实际上提高亮度也能有效提升焊接品质。大科激光5000W高亮度激光器焊接铝合金数据显示,在对铝合金进行焊接时熔深随功率提升而增加(最大4.5mm),而熔宽则基本保持不变,这样的特点非常适合动力电池、全铝车身等铝合金应用焊接。
此外,由于高亮度激光器有着极佳的光束质量,远距离传输后同样能保持较高的能量密度,这为远距离加工提供了丰富的想象空间。如果高亮度激光器的功率能够进一步提升,未来甚至能够实现数米远的距离进行高精度加工,这对未来激光加工的变革有着非常重要的引导作用。
目前,业内进行高亮度激光器研制工作的企业数量不多,但也意味着这条新兴的差异化赛道竞争更少,潜力更大。
大科激光董事长郭少锋博士高度认可高亮度激光器的发展前景,他认为:“过去光纤激光器的发展处于功率时代,我认为接下来必将发展到亮度时代。为此我提出亮度为王的概念,在功率提高的同时必须把亮度也提升起来。高亮度是激光本质特性的体现,也是激光器技术水平的重要衡量标准。未来高亮度将成为激光精细加工、远程加工的必然选择,为用户创造更高收益、更大价值。”
大科激光是较早布局高亮度激光器的企业之一,在2017年成立之出就一直致力于打造更高亮度的激光器。据OFweek激光网2019年9月时的报道,当时大科激光的5000W单模块激光器M2最优值只能控制在2.0以内,属于“准单模”激光器,输出光缆可达20m,能匹配各种大幅面切割应用。

此后大科激光根据高端应用的潜在需求,不断优化高亮度技术,现已能够在5米QBH输出时将5000W激光器M2优化至1.38,最优值可达到1.15,升级为纯单模激光器。目前纯单模5千瓦激光器的工业应用亟需深入开发,但我们相信在远程加工、高速3D打印方面具有强大的应用潜力。
在OFweek激光网看来,未来一段时间内光纤激光器将进入功率与光束质量并重的发展阶段,即亮度时代。功率是更高能量的体现,更高功率意味着更强的加工能力,而高亮度则意味着更高精度、更高品质,甚至是更长的工作距离。功率与光束质量相辅相成,更高亮度的激光将为中国制造业创造更大的价值。




